Shock absorber parts
We produce precision CNC-machined components for shock absorbers and suspension systems to customer drawings and specifications - from single prototypes through to series production.
As an example of one of our recent projects, we would like to present our process of working on the design and manufacturing of prototypes for a new product.
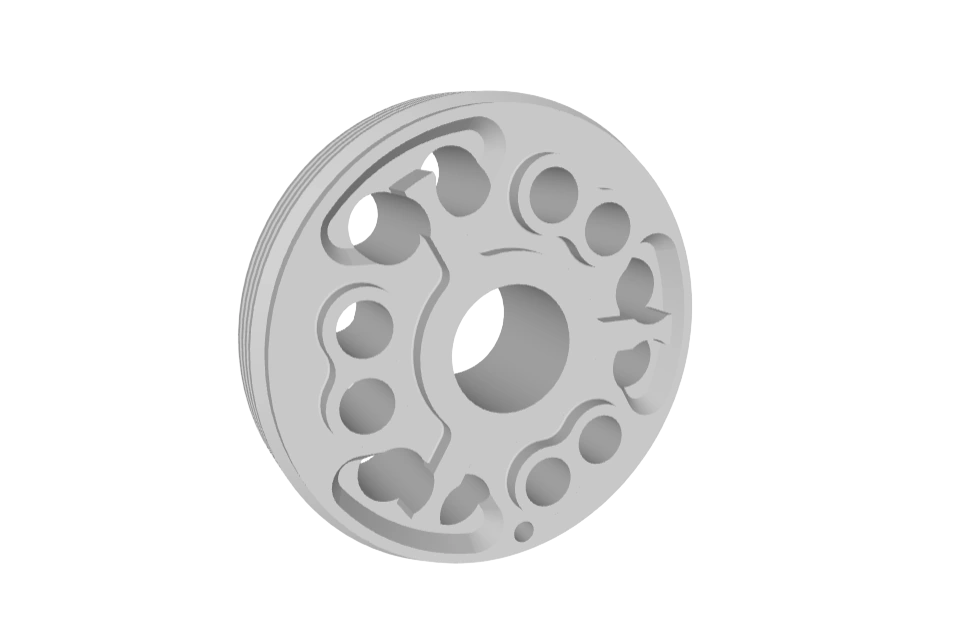
One of our long-term customers tasked us with designing and prototyping a shock absorber piston for rally car suspension. A key requirement was achieving the target performance characteristics within the defined weight constraints. Our engineering team began the necessary calculations alongside the 3D modelling and drawing work needed for prototype production.
Since the shock absorber operates under demanding conditions involving high stress loads throughout its entire service life, material selection was critical. Weight was also a key design constraint, which further narrowed the options.
Based on these requirements, we chose a strong and wear-resistant aluminium alloy - 6061-T6 grade - with a proven track record in demanding applications. After receiving raw material at our production facility, we set up the equipment and began CNC turning the rough blanks. Due to the complex geometry of the part, we optimized the machining programme during the process to reduce cycle time without compromising quality.
During production, each dimension was carefully controlled at every stage and the results recorded for analysis when preparing for mass production. We encountered no unforeseen difficulties in the machining process.


After machining, we inspected the parts for dimensional compliance with the production drawings, checking also for sharp edges and burrs. The results were fully in accordance with the technical requirements.
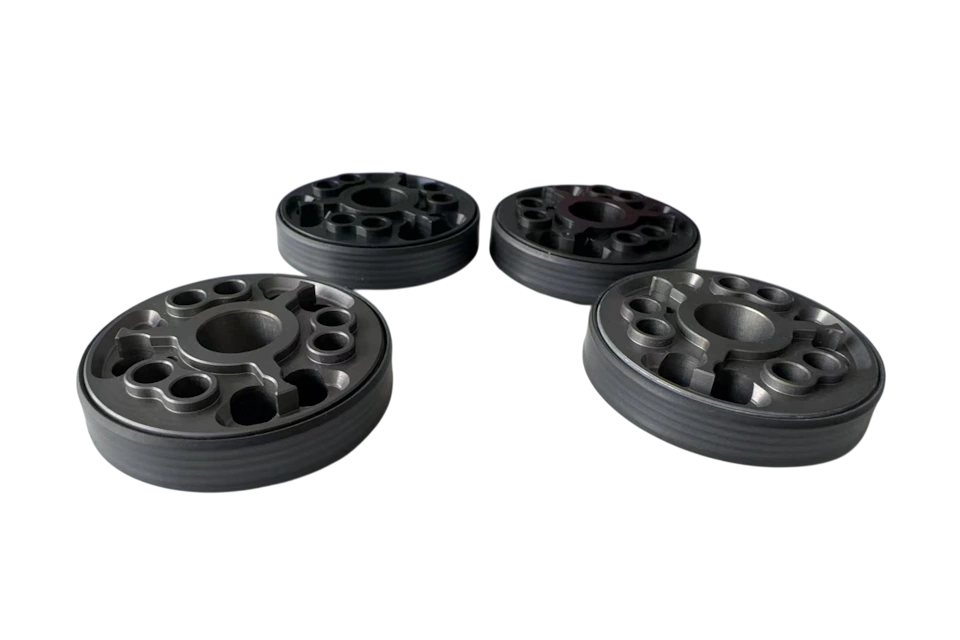
The parts were then sent to our partners for anodizing. Since these were prototypes, after discussing with the client we decided to produce parts with two different anodizing options - 15 and 40 microns layer thickness. The photo shows examples of both finishes.
After inspection of the anodizing coating and confirming it met quality requirements, we proceeded to install the PTFE film on the outer side of the piston. A 1.5 mm wide film was chosen, heat-shrunk and installed on each piston. This was accounted for during the design phase when calculating piston dimensions.
After a final inspection of all parameters - part dimensions, surface, coating and PTFE film installation position - the results were entered into the final inspection report. The parts were packed and shipped to the customer for internal inspection, which confirmed full compliance with requirements.
Have a similar project in mind?
We are always ready to help with development, prototyping and mass production of parts of any complexity. Send us your drawings - we respond within one business day.